









, июнь, 2024")
Надежность зубчатых муфт центробежных компрессорных агрегатов

ЗАО «Динамика»: ГАТАУЛЛИН Т.Т.
генеральный директор-эксперт, к.т. н.; ПАЛЛАДИЙ А.В., эксперт, доцент, к.т.н.; ИЛЬИН А.Г., заместитель технического директора по ЭПБ
Номер журнала:
Рубрика:
Объясняется это тем, что жесткость зубьев муфты значительно больше, чем жесткость концов этих валов. Следовательно, зубчатая муфта не является шарниром. Такое предположение приведено в работе [1, с.105], однако расчетное обоснование, а также какие-либо эксперименты отсутствуют. При оценке надежности валопровода очень важным является тот факт, что концы валов, соединяемых муфтой, нагружены не только крутящим, но и изгибающим моментами. В результате одновременного действия этих моментов в условиях циклической нагрузки возникают усталостные напряжения и дефекты в виде поверхностных выкрашиваний, трещин и излома концов валов.
 В данной работе представлены результаты технического диагностирования зубчатых муфт со шпоночными соединениямя валов промышленных центробежных компрессорных агрегатов. Показаны характерные дефекты различных типов соединений вала с зубчатой полумуфтой.
В данной работе представлены результаты технического диагностирования зубчатых муфт со шпоночными соединениямя валов промышленных центробежных компрессорных агрегатов. Показаны характерные дефекты различных типов соединений вала с зубчатой полумуфтой.
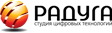
1. Полумуфта зубчатой муфты соединена с валом по конической поверхности с натягом. Соединение имеет одну или две призматические шпонки. Крутящий момент передается за счет шпонок и за счет сил трения, возникающих между контактными поверхностями благодаря натягу. Зубчатая муфта с рассмотренным соединением валов имеет конструкцию, типичную для крупных компрессоров, эксплуатируемых на химических производствах. Дефекты этого соединения рассмотрим на примере центробежного компрессора К-605-181-1М мощностью 8400 кВт. Частота вращения быстроходного вала первого мультипликатора составляет 120,7 1/с. Компрессор содержит электродвигатель и соединенные последовательно первый мультипликатор, корпусы низкого (КНД), среднего (КСД), и высокого (КВД) давлений, а также второй мультипликатор, установленный перед КВД. Представленные ниже дефекты наблюдались в соединениях валов с полумуфтами зубчатых муфт первого мультипликатора и КНД, КСД и второго мультипликатора. При экспертном обследовании трех компрессоров марки К-605-181-1М были обнаружены дефекты в виде выкрашивания материала вала на конической поверхности (рис. 1). Выкрашивание материала происходит в узкой полосе, расположенной по окружности. Угловая протяженность полосы составляет (30...40) мм, ширина (8...15) мм, глубина выкрашивания от 0,3 мм и более в зависимости от степени развития дефекта. Для данной конструкции всегда наблюдается две окружные полосы выкрашивания А, Д (рис. 2). При двухшпоночном соединении каждая полоса выкрашивания начинается от шпонок в направлении действия сил от крутящего момента. При одношпоночной конструкции одна полоса выкрашивания А начинается от шпонки, а другая Д смещена на 180 °С от первой и возникает от действия силы трения, передающей крутящий момент. В осевом направлении выкрашивание материала вала начинается от линии Г, которая совпадает с линией окончания венца зубьев В. Это свидетельствует о том, что зубья полумуфты создают на валу не только крутящий момент, но и изгибающий момент относительно линии Г. Дефекты могут возникать не только в виде выкрашиваний, но и в виде трещин Е, расположенных на контактной поверхности вала перпендикулярно направлению сил от крутящего момента.
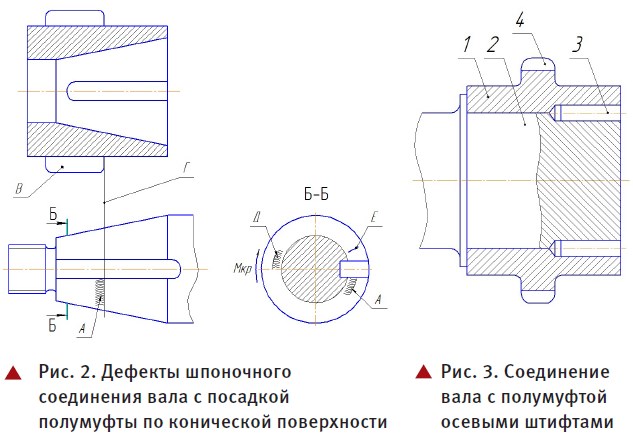 2. Соединение полумуфты зубчатой муфты и вала с помощью осевых штифтов. Конструкция является неразборной. Полумуфта 1 (рис. 3) насажена на вал 2 по цилиндрической поверхности с натягом. На стыке посадочных поверхностей просверлены и обработаны разверткой осевые отверстия, в которые по посадке с натягом установлены штифты 3. На наружной поверхности полумуфты имеется венец зубьев 4 для передачи крутящего момента. Многоштифтовые соединения этого типа по прочности приближаются к шлицевым. Вследствие цилиндрической формы выемок на валу и в ступице полумуфты концентрация напряжений невелика. Рассматриваемое соединение использовано в компрессорах К-345-92-1, которые широко применяются на предприятиях химической промышленности.
2. Соединение полумуфты зубчатой муфты и вала с помощью осевых штифтов. Конструкция является неразборной. Полумуфта 1 (рис. 3) насажена на вал 2 по цилиндрической поверхности с натягом. На стыке посадочных поверхностей просверлены и обработаны разверткой осевые отверстия, в которые по посадке с натягом установлены штифты 3. На наружной поверхности полумуфты имеется венец зубьев 4 для передачи крутящего момента. Многоштифтовые соединения этого типа по прочности приближаются к шлицевым. Вследствие цилиндрической формы выемок на валу и в ступице полумуфты концентрация напряжений невелика. Рассматриваемое соединение использовано в компрессорах К-345-92-1, которые широко применяются на предприятиях химической промышленности.
Компрессор К-345-92-1 предназначен для сжатия воздуха в двух корпусах: корпус низкого давления (КНД) и корпус высокого давления (КВД). Мощность, потребляемая компрессором, 2500 кВт. Частоты вращения: ротора электродвигателя — 50 Гц, роторов КНД и КВД — 143 Гц. Для соединения быстроходного вала мультипликатора с валом КНД применена зубчатая муфта, у которой полумуфты насажены на оба вала по цилиндрическим поверхностям с натягом и осевыми штифтами. Валы КНД и КВД соединены между собой зубчатой муфтой с посадкой полумуфт на конические поверхности с призматическими шпонками. На рис. 4 показаны дефекты двухштифтового соединения зубчатой полумуфты с валом КНД компрессора. После длительной эксплуатации при пуске компрессора были срезаны оба осевых штифта вдоль оси вала. При этом половина каждого штифта оставалась на валу и провернулась вместе с ним относительно ступицы полумуфты, в которой остались две другие половины. Как видно из рис. 4, вновь установленные два штифта также были срезаны после небольшого срока эксплуатации. На другом компрессоре К-345-92-1 произошел срез осевых штифтов на соединении зубчатой полумуфты с быстроходным валом мультипликатора. В обоих случаях причиной среза штифтов является ослабление натяга полумуфты на вал из-за длительной эксплуатации в условиях действия знакопеременных крутящих и изгибающих моментов. Следует отметить, что при расцентровке осей валов из-за повышенной вибрации возрастают напряжения в концах валов, соединяемых с муфтами, что способствует ускоренному развитию дефектов. 
 Результаты натурного обследования промышленных центробежных компрессоров позволяют сделать следующие выводы:
Результаты натурного обследования промышленных центробежных компрессоров позволяют сделать следующие выводы:
1. Доказано, что при перекосе зубчатая муфта создает изгибающий момент в прилегающих к ней концах валов.
2. Одновременное циклическое воздействие изгибающего и крутящего моментов вызывает усталостные напряжения в концах валов со шпоночным соединением, что приводит к появлению дефектов.
3. Характерными дефектами зубчатых муфт со шпоночным соединением валов являются: выкрашивание материала из конической поверхности вала, трещины, расположенные вдоль оси вала, поломка вала.
4. При техническом диагностировании шпоночных соединений с посадкой полумуфт по коническим поверхностям обязательным является съем полумуфт с валов с последующим визуально-измерительным и неразрушающим контролем капиллярным, магнитопорошковым и вихретоковым методами валов, полумуфт, промежуточной зубчатой втулки (или зубчатого вала). Необходимо контролировать величину натяга полумуфт на валу.
5. При техническом диагностировании шпоночных соединений с посадкой полумуфт по цилиндрическим поверхностям также необходимо выполнить полный объем работ по неразрушающим видам контроля.
6. Необходимо контролировать центровку соединяемых валов при ремонте и в процессе эксплуатации.
Литература
1. Вибрации в технике: Справочник. В 6 т. /Ред. В. Н. Челомей (пред). — М.: Машиностроение, 1980 — Т. 3. Колебания машин, конструкций и их элементов/ Под ред. Ф. М. Диментберга и К. С. Колесникова. — 1980. — 544 с, ил.
Республика Татарстан, г. Казань, ул. Химическая, д. 3, тел./факс: (843) 571-82-71, 571-83-00, e-mail: dinamika-t@mail.ru, www.dinamika-t.ru